聯系我們
- 宜興市晨光機械鑄造有限公司
- 聯系人:孫經理 13706156982
- 電話/傳真:0510-87851077
- Q??Q:1557581040
- 網?址:www.lqjm.com.cn
- 地?址:宜興市萬石鎮南漕村
- 中石油下壩加油站對面
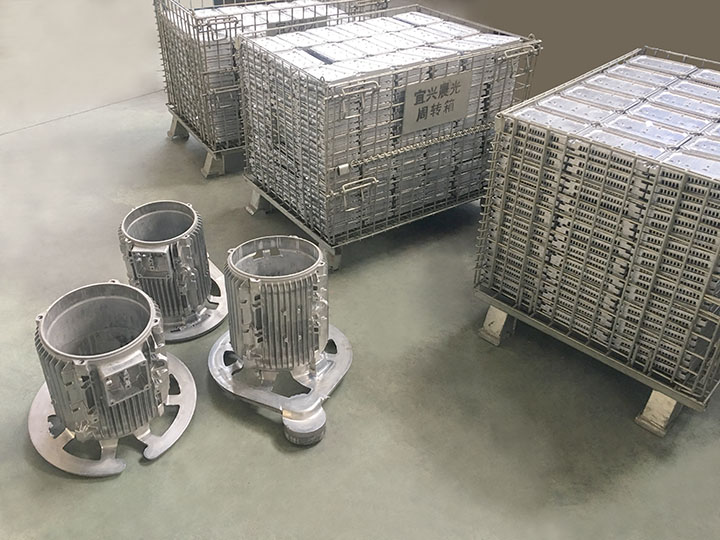
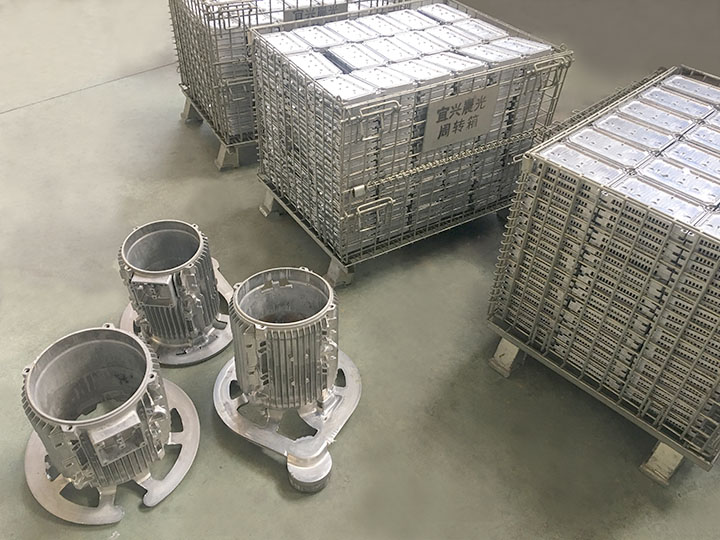
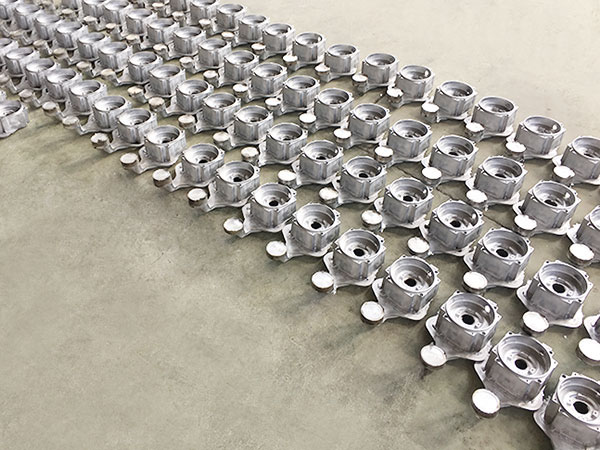
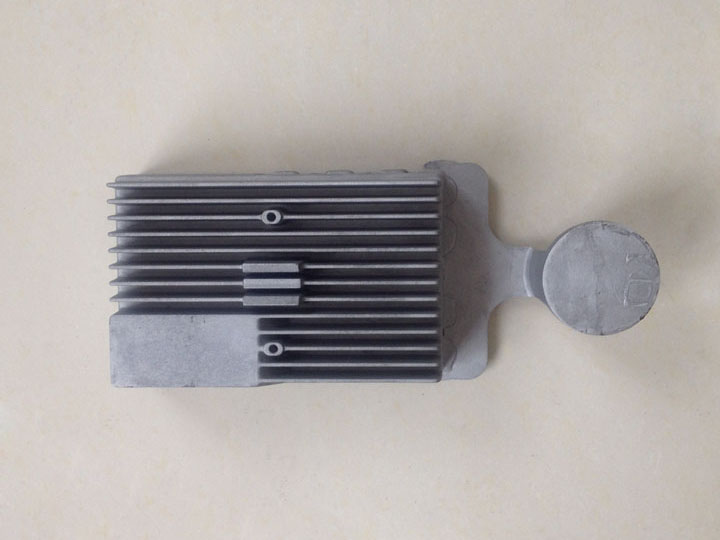
壓鑄件加工

壓鑄件加工壁厚的設計規范:薄壁比厚壁壓鑄件具備高的強度和好的致密性,鑒于此,壓鑄件設計中應該遵循這樣的原則:在保證鑄件具有足夠強度和剛性的前提下應該盡可能減少壁厚,并保持壁厚具有均勻性。實踐證明,壓鑄件壁厚設計一般以2.5-4mm為宜,壁厚超過6mm的零件不宜采用壓鑄工藝生產。壓鑄件壁太厚、壁太薄對鑄件質量影響的表現:如果設計中鑄件壁太薄,會使金屬熔接不好,直接影響鑄件強度,同時會給成型造成困難;壁太厚或者嚴重不均勻時,容易產生縮癟及裂紋,另一方面,隨著壁厚的增加,鑄件內部氣孔、縮松等缺陷也隨之增多,同樣會降低鑄件強度,影響鑄件質量。